Recovery of sizing agents by ultrafiltration
Technical description
Sizing agents are applied to warp yarns in order to protect them during the weaving process. However, sizing agents have to be removed practically completely during textile pre-treatment because they would disturb further processing, especially dyeing and/or printing. In the case of finishing woven fabric, sizing agents represent the major part of COD-load which is 30-70% [UBA, 1994, Schoenberger/Schäfer, 2003)). Sizing agents can be recovered from washing liquor by ultrafiltration. However, this is only possible for water-soluble synthetic sizing agents only, such as polyvinyl alcohol, polyacrylates and carboxymethyl cellulose. Recently, it has been confirmed that modified starch can also be recycled such as carboxymethyl starch. The principle of recovery by ultrafiltration is shown in Figure 1. After sizing and weaving, sizing agents are removed during textile pre-treatment by hot washing with water in a water-efficient continuous washing machine where only 3-4 l/kg are used to wash off sizing agents. For minimizing washing liquor flow, the washing process may need to be optimized. The sizing agent concentration in the washing liquor is about 20-30 g/l. In the ultrafiltration plant, they are concentrated to 150-350 g/l and the concentrate can be reused for sizing again. It is kept at a high temperature (80-85°C) and has not to be heated up again. The permeate can be recycled to the washing machine.
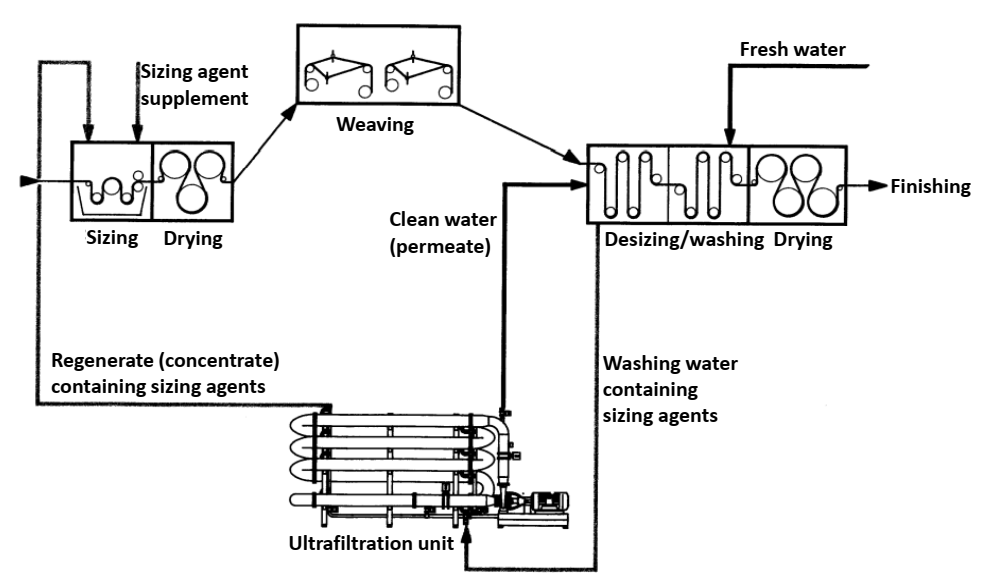
Figure 1: Principle of application and recycling of sizing agents by ultrafiltration
Figure 2 shows an example of the material balance of sizing agents and water for the process without and with the recovery of sizing agents. It is obvious that there are various small losses of sizing agents at different processes, especially during weaving. Also, on the desized fabric, some sizing agents remain and there is also some loss with the permeate.Thus, the percentage of sizing agents that can be recovered is 80-85%.
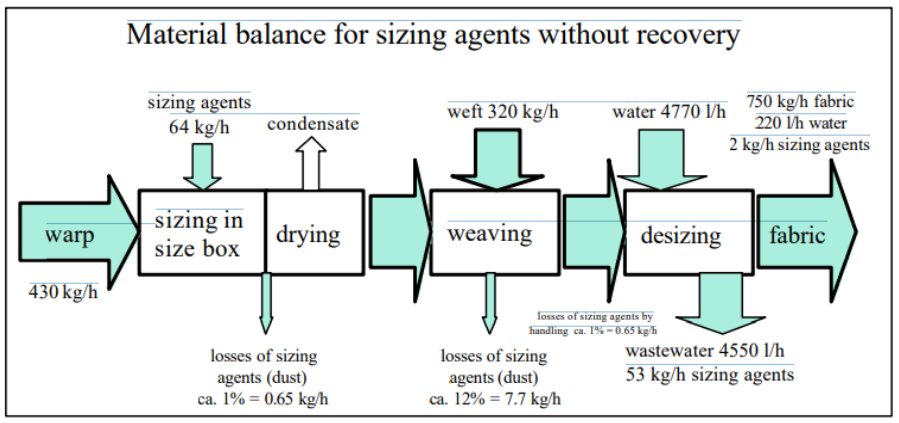
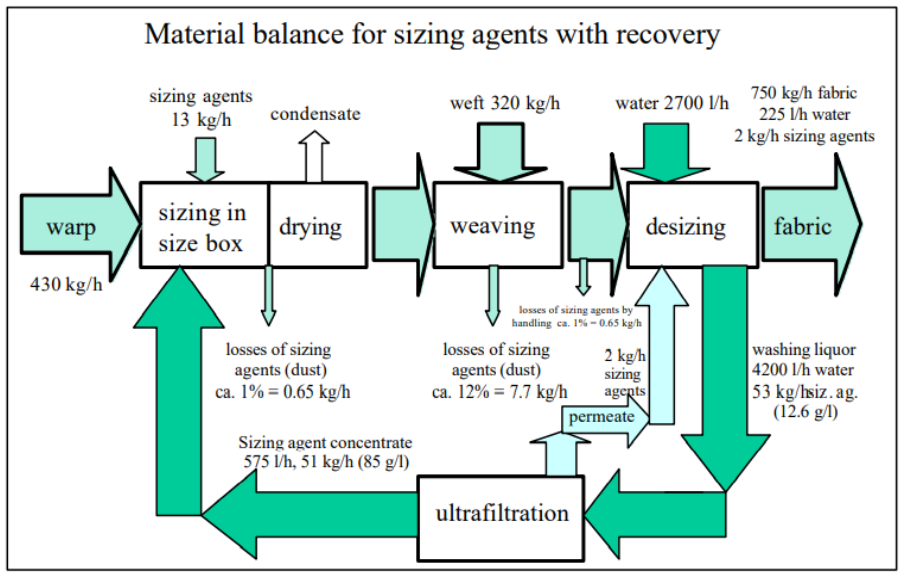
Figure 2: Representative example for balancing of sizing agents and water without and with recovery of sizing agents – (Langer, 1997; Schönberger/Schäfer, 2003)
Achieved environmental benefit:
COD load of wastewater from finishers of woven fabric is significantly reduced by 30-70%. Sizing agents are recovered by 80-85%. In addition, sizing agents in wastewater have not to be treated. Thus, energy consumption for treatment is reduced significantly as well as the quantity of sludge to be disposed of.
Operational data:
In order to minimise scaling and fouling, fibres have to be removed before ultrafiltration. The same is for fine particles, such as singeing dust. To this purpose, pre-filtration is applied. There are difficulties to remove dyestuff particles in the case of coloured woven fabric (dyed warp yarns) because desizing liquor is slightly coloured. Here microfiltration is applied for pre-filtration, however, in such cases, it is more difficult to operate the plant but is possible and carried out successfully for many years. Usually, for recovery synthetic sizing agents are used, mostly mixtures of them, such as polyvinyl alcohol and polyacrylates but also carboxymethyl cellulose and meanwhile (in Brazil) carboxymethyl starch.
The common use of lubricants as an ingredient of formulations for sizing does not have a relevant impact on recycling efficiency (Anis et al., 2007)
The operation of ultrafiltration units for recovery of sizing agents requires qualified staff and maintenance.
Cross-media effects:
Ultrafiltration needs energy but compared to the energy required to produce new sizing agents (if they are not recovered and have to be treated in wastewater treatment plants) it is much less.
Technical considerations relevant to applicability:
Usually, sizing agents are recovered in integrated mills only having a weaving and finishing section at the same site. There are cases with considerable distance between the weaving mill and the finishing department (up to 300 km in one case in the USA and about 250 km in one case in Germany) and desizing liquor is transported by insulated tankers. However, weaving mills can offer desized fabric by the installation of a washing machine and dryer and thus can recycle sizing agents also. In the case of an integrated mill, the minimum quantity of processed fabric is about 1000 t/a; in the case of a weaving mill offering desized fabric, the limit is much higher (about 5000 - 8000 t fabric/a) because in addition to the ultrafiltration plant a washing machine and a dryer has to be implemented. To date, the textile finishers' acceptance of already desized fabric is still limited. Certain effects like minting can be carried out with non-desized fabric only.
The applicability is also limited in cases where integrated mills also purchase fabric from outside. This often happens. Purchased fabrics do not contain defined sizing agents which can be recovered. Very often, they contain starch. Thus, the desizing liquor does not contain a constantly defined mixture of recyclable sizing agents that cannot be recycled. Probably, this is one major reason that this technique has not been applied in the past years.
Economics:
Regarding economics, the specific price for sizing agents in [EURO/kg) may not be taken into consideration only but also both the cost for the whole recipe and the whole process, especially increased weaving efficiency which can be the dominant cost factor. This is important when changing from starch and starch derivatives (which cannot be recycled but are cheaper at specific prices) to synthetic sizing agents which are more costly but application amounts are less and weaving efficiency may be higher. Table 1 presents a typical example of savings when introducing recovery of sizing agents.
With respect to the example given in Table 1, additional savings have to be considered because of higher weaving efficiency, reduced cost for finishing (time-saving and significantly reduced consumption of chemicals for degradation and removal of starch/starch derivatives), and wastewater treatment. Then, the payback time of an ultrafiltration plant may be less than one year. Thereby the investment in [EURO] cost for the example, illustrated above are the following:
- ultrafiltration plant: 990000
- transport: 16500
- equalisation tank: 105000
- installation: 77000
- start up 27500
- miscellaneous: 27500
Total investment cost: 1243500
Driving force for implementation:
Wastewater problems (high pollution load) and cost reduction have been the most important driving forces for implementing recovery sizing agents.
Reference industry:
The first plant for recovery of polyvinyl alcohol went into operation in 1975 in the USA.
About 5 plants were in operation in Germany for many years (in the 1990ies and early 2000ies) but these industries were closed. Various plants were in operation in Brazil, Taiwan, and USA but it could not be found out whether this is still the case. There are not many suppliers of ultrafiltration plants (Textile BREF, 2003).
References:
(Anis et al., 2007)
Anis, P.; Kayar, H.K.; Eren, H.A., Sizing Agents Recovery By Ultrafiltration: Effects of Operating Conditions, J. of Biological & Environmental Sciences (2007) 1(2), 93-98
(Armbruster, 1997)
Armbruster, W. Die Rückgewinnung von Schlichtemitteln aus dem Abwasser der Textilveredlungsindustrie Manuskript zum Vortrag anläßlich der Sitzung der ATV-Arbeitsgruppe "Textilindustrie" am 18.03.1999 (1999)
(Langer, 1997)
Langer, H.; Armbruster, W. Schlichterückgewinnung mittels Ultrafiltration Abschlussbericht Nr. 8011 zu einem UBA-Forschungsvorhaben (1997)
(Rescom, 2001)
Rescom Engineering GmbH, D-Noerdlingen Recovery of Sizing Agents (2001)
(Schönberger/Schäfer, 2003)
Schönberger, H.; Schäfer, T., Best Available Techniques in Textile Industry, UBA-Texte 14/03 (2003), https://www.umweltbundesamt.de/sites/default/files/medien/publikation/long/2274.pdf
(UBA, 1994)
Schönberger, H.; Kaps, U. Reduzierung der Abwasserbelastung in der Textilindustrie UBA-Texte 3/94 (1994)
Back